超声波探伤仪是一种利用超声波在材料中传播的特性来检测缺陷的无损检测设备,其核心原理基于超声波在不同介质中的传播规律以及与缺陷的相互作用,通过发射超声波并接收其反射或透射信号,仪器能够分析缺陷的位置、大小、性质等信息,广泛应用于金属材料、焊接接头、复合材料等领域的质量检测。

超声波探伤仪的基本原理
超声波探伤仪的工作原理主要依赖于超声波的物理特性,超声波是一种频率高于20kHz的机械波,具有方向性好、能量高、穿透力强等特点,在探伤过程中,探头(换能器)将电信号转换为超声波脉冲并发射到被检测材料中,超声波在材料内传播时,若遇到缺陷(如裂纹、气孔、夹杂物等)或界面,部分声波会被反射回来,形成回波信号,探头同时接收反射回波并将其转换为电信号,仪器通过分析回波的到达时间、幅度和波形等参数,判断缺陷的存在和特征。
超声波的传播速度取决于材料的弹性模量和密度,不同材料的声速差异较大,钢中的纵波声速约为5900m/s,铝中约为6300m/s,当超声波从一种介质进入另一种介质时,会在界面产生反射和折射,反射系数取决于两种介质的声阻抗差异,声阻抗(Z)是材料密度(ρ)与声速(c)的乘积(Z=ρc),声阻抗差异越大,反射越强,缺陷通常与基体材料存在声阻抗差异,因此会产生明显的回波信号。
超声波探伤的关键技术
探头技术
探头是超声波探伤的核心部件,其性能直接影响检测精度,根据波型不同,探头可分为纵波探头、横波探头、表面波探头和兰姆波探头等,纵波探头用于检测与探测面平行的缺陷,横波探头则用于检测垂直于探测面的缺陷,探头的关键参数包括频率、晶片尺寸和角度,频率越高,分辨率越好,但穿透力越弱;晶片尺寸影响声束扩散和能量集中;角度探头通过斜楔块实现波型转换,适用于复杂几何形状的检测。
脉冲反射技术
脉冲反射法是最常用的探伤方法,分为单探头法和双探头法,单探头法同时发射和接收超声波,适用于大多数检测场景;双探头法由发射探头和接收探头组成,适用于近表面缺陷或衰减大的材料,仪器通过测量发射脉冲与缺陷回波之间的时间差(t)计算缺陷深度(d),计算公式为d = c·t/2(c为材料声速),回波幅度(dB值)可用于评估缺陷大小,但需注意面积大小、距离和方向对幅度的影响。

超声波发射与接收技术
发射电路产生高压脉冲激励探头晶片,产生超声波;接收电路则对微弱的回波信号进行放大、滤波和检波,现代探伤仪采用数字信号处理(DSP)技术,通过高速模数转换器(ADC)采集信号,并利用软件算法抑制噪声、提高信噪比,采用门电路提取特定时间段的回波信号,或通过相关分析识别缺陷特征。
扫描成像技术
为了直观显示缺陷分布,超声波探伤仪结合扫描技术形成C扫描、B扫描和S扫描图像,C扫描显示缺陷的平面投影,适用于薄板检测;B扫描显示缺陷的截面形状,常用于焊缝检测;S扫描(扇形扫描)则通过探头摆动实现,可呈现缺陷的立体位置,自动化扫查装置(如机械臂、水浸系统)配合编码器,可实现高精度扫描和数据采集。
缺陷识别与评估技术
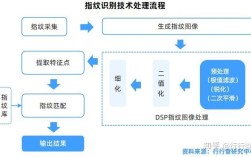
缺陷识别依赖于回波信号的幅度、位置和波形特征,点状缺陷(如气孔)回波幅度较高且较窄,而面状缺陷(如裂纹)回波可能伴有次波或波型转换,仪器内置的信号分析软件可提取时域特征(如峰值、上升时间)和频域特征(如频谱分析),结合标准(如ASME、ISO)对缺陷进行定级,人工智能技术(如神经网络、机器学习)逐渐应用于缺陷自动识别,提高检测效率和准确性。
超声波探伤的工艺流程
- 检测前准备:确定检测标准(如ASTM E164)、选择探头和耦合剂(水、油、凝胶等),并校准仪器时基和灵敏度。
- 表面处理:清洁检测区域,确保表面平整,避免耦合剂残留或氧化层干扰。
- 扫查操作:手动或自动移动探头,确保声束覆盖所有区域,记录回波信号。
- 信号分析:通过仪器屏幕观察回波,标记缺陷位置,必要时进行复验。
- 结果评定:依据标准对缺陷进行评级,出具检测报告。
常见问题与解决方案
| 问题现象 | 可能原因 | 解决方法 |
|---|---|---|
| 回波信号弱 | 灵敏度设置低、耦合不良、探头磨损 | 提高增益、清洁表面或更换耦合剂、校准或更换探头 |
| 杂波干扰多 | 材料晶粒粗大、表面粗糙、电磁干扰 | 使用低频探头、打磨表面、增加滤波器、屏蔽仪器 |
相关问答FAQs
Q1:超声波探伤仪能否检测所有类型的缺陷?
A1:并非所有缺陷都能被有效检测,超声波对体积型缺陷(如气孔、夹杂物)敏感,但对方向与声束平行的面状缺陷(如薄层裂纹)可能漏检,复杂几何形状或衰减大的材料(如粗晶奥氏体钢)也会影响检测效果,需结合其他检测方法(如射线探伤)综合评估。

Q2:如何选择超声波探伤仪的探头频率?
A2:探头频率的选择需平衡分辨率和穿透力,高频(5-10MHz)适用于薄工件或高精度检测(如表面缺陷),但衰减大;低频(1-2MHz)适用于厚工件或粗晶材料,但分辨率较低,一般推荐:钢件检测用2.5-5MHz,铝件用5-10MHz,铸件用1-2MHz,实际应用中需通过试块校准验证。