白光FX951焊台作为电子维修领域广泛使用的专业工具,其稳定性和精准温控对维修效率至关重要,然而长期使用后可能出现温度异常、送锡不畅、报警故障等问题,掌握系统性的维修方法可快速恢复设备性能,以下从故障现象、拆解流程、核心部件检修及调试保养等方面展开详细说明。
故障诊断与初步检查
维修前需通过症状定位故障范围,常见故障及初步排查方法如下:
| 故障现象 | 可能原因 | 检查步骤 |
|---------|---------|---------|
| 温度显示与实际偏差大 | 热电偶老化、温控板故障 | 1. 用万用表测量热电偶阻值(常温下约10-15Ω)
对比校准点温度曲线 |
| 加热不启动 | 电源异常、加热丝断路 | 1. 检查输入电压(AC220V±10%)
测量加热丝两端电阻(正常约1.5-2Ω) |
| 送锡机构卡滞 | 送锡轮磨损、锡渣堵塞 | 1. 手动转动送锡轴检查阻力
拆解清理送锡通道 |
| 频繁出现E02报警 | 温度传感器故障、主板异常 | 1. 检查热电偶连接器是否松动
观察主板是否有电容鼓包 |
拆解流程与安全防护
拆解前需断电并等待冷却,工具准备应包括防静电手环、十字螺丝刀、镊子和万用表,具体步骤如下:
- 拆卸手柄:旋下手柄后盖,断开热电偶和加热器接线,记录线序防止装反
- 分离主体:移除底座四个固定螺丝,小心分离上下外壳,注意排线连接
- 主板拆卸:先断开各连接器,再卸下主板固定螺丝,避免拉扯损坏排线
- 送锡机构分解:依次取出送锡轮、弹簧和齿轮,用酒精棉清理传动轴
核心部件检修要点
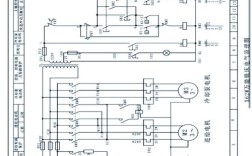
温控系统维修:重点检测热电偶和加热器,若热电偶阻值异常,需更换同型号K型热电偶(型号FX951-TC);加热丝断路通常因高温氧化导致,可用万用表电阻档测量,若阻值无穷大需更换加热组件(注意功率需匹配120W),温控板故障多见于继电器触点烧蚀,可用细砂纸打磨修复或更换继电器(型号OMRON G5V-2)。
送锡机构优化:送锡轮磨损会导致送锡量不足,需更换带防滑纹路的硅胶轮(直径12mm),清理传动齿轮时,若发现齿形变形需同步更换,建议使用含PTFE润滑脂保养轴承,减少机械阻力。
电源电路检查:重点检查变压器输出电压(次级应为AC24V),整流桥是否有短路现象,滤波电容鼓包是常见故障,需更换同规格电解电容(耐压值50V,容量2200μF)。
组装调试与性能测试
组装时需确保各部件连接到位,特别是热电偶极性不能接反,调试步骤如下:
- 空载测试:开机后设置温度350℃,观察温控板是否在3分钟内达到设定值,温度波动应±5℃以内
- 负载测试:用废PCB板进行实际焊接,检查烙铁头温度恢复时间(正常应≤20秒)
- 送锡校准:通过调节送锡轮压力螺丝,使锡线在350℃时均匀送出
- 报警功能测试:人为断开热电偶,检查是否显示相应故障代码
日常保养建议
为延长设备寿命,建议采取以下保养措施:
- 每次使用后清洁烙铁头氧化物,并镀锡保护
- 定期(每季度)清理送锡通道内部锡渣
- 长期闲置时需将温度设定至最低值,避免加热元件老化
- 使用前检查电源线是否有破损,防止短路风险
相关问答FAQs:
Q1:焊台显示E03错误代码是什么原因?如何处理?
A1:E03错误通常表示温度传感器断路或短路,首先检查热电偶连接器是否松动,若连接正常则需用万用表测量热电偶电阻(正常值约10-15Ω),若阻值异常需更换热电偶,更换后若仍报错,可能是温控板损坏,需检查主板相关电路元件。
Q2:如何判断送锡电机是否需要更换?
A2:当送锡机构出现以下情况时需考虑更换电机:1)电机转动但送锡轮不转,传动轴打滑;2)电机运行时有异响或抖动;3)电机外壳温度异常升高(超过60℃),可用万用表测量电机两端电压(正常DC24V),若电压正常但电机不转,则需更换同型号直流电机(额定转速3000rpm)。