丝印网版制作是丝网印刷工艺的核心环节,其质量直接影响印刷品的精度、附着力及一致性,以下是关于丝印网版制作技术的详细资料,涵盖材料选择、制作流程、参数控制及常见问题解决等内容。

(图片来源网络,侵删)
丝印网版制作材料与工具
- 网框:常用材料有铝合金(轻便、不易变形)、木材(成本低但易受潮)和钢材(承重强但较重),网框尺寸需根据印刷图案大小确定,一般比图案四周大5-10cm,以确保绷网稳定性。
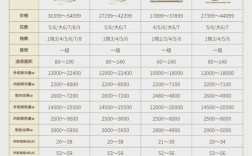
- 丝网:分为聚酯网( Polyester,弹性好,适合精细图案)、尼龙网(Nylon,耐磨损,适合曲面印刷)和不锈钢网(Stainless Steel,精度高,适合电子印刷),目数选择需根据油墨类型和图案精细度调整,目数越高,精度越高但透墨量越低(如表1)。
表1:丝网目数与适用场景
| 丝网目数(目/英寸) | 适用油墨类型 | 印刷图案类型 |
|---------------------|--------------------|--------------------|
| 80-120 | 厚浆型油墨(如PVC) | 粗糙文字、大面积色块 |
| 150-250 | 普通溶剂型油墨 | 一般图像、文字 |
| 300-400 | UV油墨、导电油墨 | 精细线路、高精度图案 |
- 绷网设备:手动绷网机(适合小批量)、气动绷网机(张力均匀,适合工业化生产),绷网张力需控制在15-25N/cm,具体根据丝网材质和印刷要求调整,张力不均会导致图案变形。
- 感光胶:分为耐溶剂型(适用于油墨印刷)和耐水型(适用于纺织品印刷),感光胶厚度需通过涂布次数控制,一般涂布2-3次,干燥后厚度控制在5-15μm。
丝印网版制作流程
- 网框预处理:新网框需用砂纸打磨去除毛刺,并用清洗剂彻底清除油污,旧网框需去除残留感光胶(可用专用脱膜剂)。
- 绷网:将丝网固定在网框上,使用绷网机逐步加压至目标张力,静置24小时释放应力,绷网后需用张力计检测网版各点张力差,确保≤2N/cm。
- 涂布感光胶:在暗室环境下,将感光胶均匀涂布在丝网印刷面(刮墨面),涂布时需保持网版倾斜45°,用刮刀以匀速、均压涂布,避免气泡或厚薄不均,涂布后需在无尘环境中干燥(温度25-30℃,湿度≤60%),干燥时间约30分钟/层。
- 曝光:将菲林(带有图案的胶片)覆盖在涂布感光胶的网版上,曝光机光源需垂直照射,曝光时间根据光源强度和感光胶类型调整(一般为1-5分钟),曝光不足会导致图案边缘模糊,过度曝光则会使细节丢失。
- 显影:用温水(25-30℃)冲洗网版非图案区域,感光胶遇水溶解,露出丝网,显影时需用软毛刷轻刷图案部分,确保未固化感光胶完全清除,避免堵网。
- 干燥与修补:显影后的网版需干燥,并用封网胶修补针孔或瑕疵,确保图案边缘清晰。
关键参数控制
- 曝光时间测试:可通过阶梯曝光法确定最佳时间,制作曝光测试条(如1min、2min、3min…),选择图案最清晰且无残留感光胶的时间。
- 网版厚度:影响油墨转移量,可通过调整涂布次数和感光胶浓度控制,一般精细印刷网版厚度控制在8-12μm。
- 储存条件:制作完成的网版需避光、防潮储存,感光胶未完全固化的网版需在48小时内使用,避免性能下降。
常见问题与解决
- 图案边缘模糊:原因可能是曝光不足、绷网张力不均或菲林与网版贴合不紧,解决方法:延长曝光时间、重新绷网或使用真空吸附装置确保菲林贴合。
- 堵网:感光胶残留或显影不彻底导致,解决方法:加强显影冲洗力度,或使用高压水枪辅助冲洗,必要时重新涂布感光胶。
相关问答FAQs
Q1:如何选择合适的丝网目数?
A1:丝网目数需根据图案精细度和油墨类型综合选择,精细图案(如电路板、高精度文字)需选用300目以上丝网;大面积色块或粗糙图案可选用80-150目丝网,油墨黏度较高时(如厚浆型油墨)需降低目数,以保证透墨顺畅。
Q2:网版显影后出现针孔如何处理?
A2:针孔多为感光胶涂布不均或网版污染导致,可先用封网胶(专用修补剂)在针孔处点涂,干燥后重新曝光;若针孔较多,需彻底清洗网版并重新涂布感光胶,日常操作中需保持环境清洁,避免灰尘污染网版。

(图片来源网络,侵删)