第一部分:安全第一!维修前的准备工作
逆变焊机内部含有高压大容量电容,即使在断电后,这些电容中仍然储存着足以致命的电荷,维修前的安全准备工作是重中之重。

(图片来源网络,侵删)
-
断电并放电:
- 务必将焊机从电源插座上拔下。
- 打开机箱后,找到主滤波电容(通常是体积最大、标注耐压值如400V左右的圆柱形电容)。
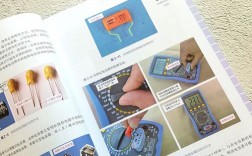
- 使用一个功率较大(如5W-10W)的电阻(几千欧姆)或专门的放电工具,在电容的两个引脚上持续接触几十秒,确保其完全放电,可以用万用表电压档测量,确认电压接近0V。
- 严禁直接用螺丝刀等金属工具进行短路放电,这会产生巨大电火花,损坏电容和电路板。
-
准备工具:
- 万用表:必备,建议使用数字万用表。
- 示波器:专业维修必备,能帮助判断PWM驱动、IGBT等关键信号是否正常。
- 螺丝刀、扳手:一套常用工具。
- 电烙铁、焊锡、吸锡器:用于拆焊元器件。
- 酒精、棉签:用于清洁电路板。
- 绝缘胶带、热缩管:用于修复后的绝缘处理。
- 同型号或参数相近的元器件:作为备件,如IGBT、驱动芯片、快恢复二极管、电解电容等。
-
了解图纸:
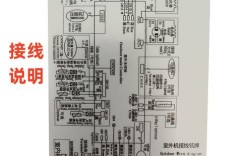
如果手头有该焊机的电路原理图,维修将事半功倍,没有图纸时,需要通过观察电路板布局来大致判断功能区域。
 (图片来源网络,侵删)
(图片来源网络,侵删)
第二部分:ZX7-300逆变焊机基本工作原理(简化版)
了解基本原理有助于你判断故障点。
- 输入整流滤波:220V交流电通过整流桥和电容,转换成约310V的直流电。
- IGBT逆变:核心部分,通过PWM(脉宽调制)驱动电路,控制IGBT(绝缘栅双极型晶体管)以高频(通常为20kHz-50kHz)开关,将310V直流电逆变成高频交流方波。
- 中频变压器:高频交流电通过一个小巧的中频变压器进行降压,起到变压和电气隔离的作用。
- 输出整流滤波:变压器次级输出的低压高频交流电,通过快恢复二极管整流,再经过大电感和电容滤波,最终输出平滑的直流电供焊接使用。
- 控制与驱动电路:这是焊机的“大脑”,它通过电流、电压采样电路,实时监测焊接状态,并根据用户设定的焊接电流,生成相应的PWM信号,驱动IGBT工作,从而实现恒流特性,它还包含了过压、过流、过热等多种保护功能。
简单记忆:AC 220V → 整流滤波 → DC 310V → IGBT逆变(高频AC)→ 变压器降压 → 整流滤波 → DC焊接输出
第三部分:常见故障现象与排查思路
故障现象一:开机无反应,指示灯不亮
可能原因与排查步骤:
-
外部电源问题:
 (图片来源网络,侵删)
(图片来源网络,侵删)- 检查电源开关是否打开。
- 检查电源插座是否有电(可以用其他电器测试)。
- 检查输入电源线是否完好,插头是否松动。
-
保险丝熔断:
- 这是最常见的原因之一。
- 找到机内输入端的保险丝(通常在电源线入口处,可能是一个玻璃管或方形陶瓷管)。
- 断电并放电后,用万用表电阻档测量保险丝是否导通。
- 如果保险丝熔断,切勿直接更换! 必须先找出导致熔断的故障点,否则会再次熔断甚至引发更严重损坏。
- 重点排查:
- 整流桥:用二极管档测量整流桥的四个二极管,是否有短路击穿。
- IGBT模块:这是另一个常见故障点,用万用表二极管档测量其三个极(G, E, C),正常情况下,C-E之间应有一个二极管的特性,G-E和G-C之间应开路,如果C-E或C-G之间短路,则IGBT损坏。
- 主滤波电容:用电阻档或电容档测量电容是否击穿短路。
-
电源开关损坏:
用万用表电阻档测量开关在按下和松开时是否能正常通断。
-
辅助电源故障:
- 控制电路(如驱动芯片、单片机)需要一个低压直流电(如12V或24V)来工作,这个电通常由一个叫做“开关电源”或“辅助电源”的小电路提供。
- 如果辅助电源不工作,整个控制电路会瘫痪。
- 测量辅助电源的输出端是否有电压,如果没有,检查其输入端的电压是否正常,然后排查其自身电路的元器件(如变压器、三极管、稳压芯片等)。
故障现象二:开机有“嘀”声或“滴答”声,但无输出电流
可能原因与排查思路:
这种声音通常是驱动电路在试图驱动IGBT,但保护电路(如过流、过压保护)被触发,或者IGBT本身有问题,导致PWM信号时有时无,发出“滴答”声。
-
过流保护:
- 检查输出端接线是否牢固,电缆是否过长或过细导致压降过大。
- 检查焊钳和工件之间是否接触良好。
- 断开输出电缆,空载开机,看声音是否消失,如果消失,可能是输出端短路或电流检测电路问题。
-
IGBT或驱动电路问题:
- IGBT损坏:再次测量IGBT的C-E极是否短路,这是“嘀嘀”声的最常见元凶。
- 驱动电路故障:驱动电路负责给IGBT提供稳定的开关信号,如果驱动芯片(如TLP250, HCPL3120等)或其外围电路(如上拉/下拉电阻、加速电容)损坏,会导致IGBT无法正常开关,从而触发保护。
- 排查方法:
- 用示波器测量驱动芯片的输出端(连接IGBT栅极G的引脚),开机时应有清晰的PWM方波信号,如果没有,检查驱动芯片的输入信号和供电。
- 检查驱动电路的光耦是否正常。
-
电流采样电路故障:
- 在主回路中,通常会有一个康铜丝或霍尔传感器用于采样电流信号,送给控制芯片。
- 如果这个采样电路开路或短路,控制芯片会误判为过流,从而停止输出。
- 检查采样电阻/康铜丝是否烧断或虚焊,相关电路的元器件是否损坏。
故障现象三:能起弧,但电流不稳定,忽大忽小
可能原因与排查思路:
- 电网电压波动:检查输入电源是否稳定。
- 输出电缆接触不良:检查电缆两端的接线柱、焊钳接头是否松动、氧化。
- 控制板电位器问题:电流调节电位器内部接触不良或脏污,可以尝试用酒精清洗或更换。
- 反馈信号问题:
- 电流采样信号(同上)不稳定。
- 电压采样信号(用于空压、特性调节)不稳定。
- 控制电路供电不稳定:检查辅助电源输出的电压是否有波动。
- 元器件虚焊:长时间工作后,某些大电流或发热元器件的焊点可能出现虚焊,用放大镜仔细观察电路板,特别是功率器件的焊盘,可以轻轻按压测试。
故障现象四:焊接电流偏小,达不到额定值
可能原因与排查思路:
- 输入电压过低:确保输入电压在焊机标称的范围内。
- 输出电缆过长或过细:电缆过长或截面积不足会导致压降过大,实际送到工件的电流减小。
- IGBT驱动不足:驱动电路的供电电压偏低,或驱动能力变弱,导致IGBT不能完全饱和导通,内阻增大,功率下降。
- 主回路接触电阻大:检查输入