电焊技术是现代工业制造中不可或缺的关键技能,其基本手法直接影响焊接质量、效率及操作安全性,掌握正确的操作流程、手势控制及参数调节,是焊工入门与进阶的基础,以下从准备工作、基本操作手法、常见问题及注意事项等方面展开详细说明,并结合图一(此处假设图一展示电焊基本操作姿势与手势示意图)进行解析。

(图片来源网络,侵删)
焊接前的准备工作
准备工作是确保焊接顺利进行的前提,主要包括设备检查、工件处理及安全防护三部分。
-
设备检查:
- 焊机与电缆:检查焊机电源接线是否牢固,接地线可靠;焊接电缆无破损、老化,接头连接紧固,避免因接触不良导致电弧不稳定。
- 焊钳与焊条:焊钳应绝缘良好,夹持牢固(如图一中焊钳握持姿势所示,拇指压在上钳口,四指握住下钳柄,确保操作稳定);焊条型号需与母材匹配(如低碳钢常用J422焊条),使用前烘干去除水分,防止焊缝产生气孔。
- 防护用具:佩戴电焊面罩(如图一中面罩佩戴方式,需完全覆盖面部,滤光片选择合适号数,如3-4号用于普通电流)、绝缘手套、工作服及绝缘鞋,避免弧光灼伤、触电等风险。
-
工件处理:
- 清理待焊部位:用钢丝刷、砂纸或打磨机去除焊缝两侧的油污、锈迹、氧化皮,露出金属光泽,确保熔合良好。
- 装配与定位:根据图纸要求进行装配,采用点焊或定位焊固定工件(点焊长度一般为10-20mm,间距300-500mm),避免焊接过程中变形或错位。
基本操作手法与图一解析
电焊基本手法包括引弧、运条、收弧三部分,图一直观展示了操作者姿势、握持方式及电弧状态,是手把手教学的核心参考。

(图片来源网络,侵删)
操作姿势与握持方式(对应图一左侧)
- 身体站位:双脚分开与肩同宽,重心稍靠后,身体与工件保持30-50cm距离,手臂自然放松,避免僵硬。
- 焊握持:如图一所示,焊钳握持采用“正握法”,即手心朝上,拇指顶住焊钳侧面,其余四指握住钳柄,手腕可灵活转动,便于调整角度。
- 运条手臂动作:以肩部为支点,小臂带动手腕移动,保持匀速直线或摆动,避免手臂肌肉紧张导致运条不稳。
引弧技术(对应图一右上示意)
引弧是焊接的第一步,目的是产生稳定电弧,为熔化母材和焊条提供热量,常见方法有两种:
- 划擦法(像划火柴):焊条倾斜70°-80°(如图一焊条角度标注),末端轻轻划擦工件表面,然后迅速提起至2-4mm距离,引燃电弧,此法适合初学者,成功率较高。
- 直击法(像敲门):焊条垂直对准焊缝中心,轻轻接触工件后迅速提起,形成电弧,此法引弧速度快,但需控制好提起高度,避免短路。
- 关键要点:引弧时需短弧操作(电弧长度≤2mm),如图一电弧区域所示,电弧长度过大会导致电弧不稳、飞溅增大;引弧后保持焊条角度与前进方向呈70°-80°(图一角度标尺),利于熔池控制。
运条手法(对应图一中间运条轨迹)
运条是焊接的核心,需同时控制焊条角度、移动速度和摆动方式,以确保焊缝宽度、高度均匀。
- 焊条角度:如图一所示,焊条与前进方向夹角为70°-80°,与焊缝两侧夹角相等,保证两侧熔合良好;立焊、横焊时需调整角度(如立焊焊条向上倾斜60°-70°),防止熔池金属下坠。
- 运条速度:根据电流大小和母材厚度调整,电流越大、母材越厚,速度越慢,一般以熔池长度控制在20-30mm为宜,过快易产生未焊透,过慢易烧穿。
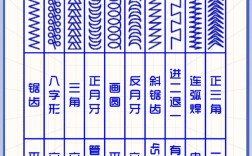
- 常见运条方式:
- 直线运条:用于薄板或I形坡口焊接,焊条直线匀速移动,不做摆动(图一上方直线轨迹示意)。
- 锯齿形运条:用于中厚板对接或角接焊,焊条呈锯齿形摆动,在两侧稍作停留(1-2秒),保证熔深(图一中间锯齿轨迹示意)。
- 月牙形运条:用于宽焊缝,焊条轨迹呈月牙形,两侧停留时间稍长,减少气孔(图一下方月牙轨迹示意)。
收弧技术(对应图一右下示意)
收弧不当易产生弧坑裂纹或缩孔,常用方法:
- 划圈收弧:焊条末端在弧坑处划圈,填满弧坑后缓慢拉断电弧(如图一收弧动作示意)。
- 回焊收弧:焊条回焊10-15mm,再断弧,适用于重要焊缝。
常见问题与注意事项
| 问题现象 | 产生原因 | 解决方法 |
|---|---|---|
| 电弧不稳 | 电流过大、电缆接触不良、焊条受潮 | 调小电流、紧固电缆、烘干焊条 |
| 咬边 | 电流过大、运条速度慢、角度不当 | 减小电流、加快速度、调整焊条角度 |
| 未焊透 | 电流过小、坡口间隙小、运条速度慢 | 增大电流、清理坡口、放慢速度 |
| 飞溅过大 | 电流过大、电弧过长、焊条偏心 | 调小电流、短弧操作、更换合格焊条 |
安全注意事项:

(图片来源网络,侵删)
- 禁止在潮湿环境或带电体附近焊接;
- 每次操作前检查焊机接地,避免触电;
- 清理焊渣时佩戴防护眼镜,防止飞溅物入眼。
相关问答FAQs
Q1:初学电焊时,如何避免焊条粘在工件上?
A:焊条粘住多因引弧时提起速度过慢或电流过小,正确方法是:采用划擦法引弧,接触工件后迅速提起(2-4mm),若已粘住,应立即左右摆动焊钳或断开焊机电源,强行拉出会损坏焊钳,根据工件厚度选择合适电流(如3mm低碳钢电流可控制在90-110A),避免电流过小导致电弧难以引燃。
Q2:立焊时焊缝下坠严重,如何控制熔池?
A:立焊下坠主要由于熔池重力大于表面张力,解决方法:① 采用小电流(比平焊小10%-15%)和短弧操作,减少熔池体积;② 焊条向上倾斜60°-70°,利用电弧吹力托住熔池;③ 采用月牙形或三角形运条,在两侧稍作停留,快速通过中间,避免熔池过热;④ 可选用立焊专用焊条(如J422立焊),其药皮含有稳弧剂,便于控制熔滴过渡。