IGBT管焊机的维修是一个需要结合理论知识和实践经验的过程,涉及电路分析、元器件检测、故障判断等多个环节,维修前需明确安全规范,确保断电操作,避免触电或损坏设备,以下从常见故障现象、维修流程、关键部件检测及注意事项等方面详细说明IGBT管焊机的维修方法。

(图片来源网络,侵删)
维修前的准备工作
- 安全防护:切断焊机电源,等待电容完全放电(用万用表测量直流电压是否低于10V),佩戴绝缘手套,使用绝缘工具。
- 工具准备:万用表(含二极管档、电容档、电压档)、示波器、电烙铁、吸锡器、导热硅脂、螺丝刀、扳手等。
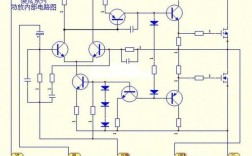
- 资料查阅:获取焊机电路图、维修手册,了解IGBT模块驱动电路、主电源电路、保护电路的工作原理。
常见故障现象与维修流程
IGBT管焊机的故障通常表现为不启动、无输出、输出异常、保护频繁动作等,需逐步排查。
(一)故障现象:开机无反应,指示灯不亮
可能原因:电源输入故障、保险丝熔断、开关电源异常、控制板供电问题。
维修步骤:
- 检查输入电源:用万用表交流档测量电源插座电压是否正常(220V±10%),检查电源线是否断裂或插头接触不良。
- 检查保险丝:断电后,找到输入端保险丝(通常位于电源滤波电路后),用万用表电阻档检测是否熔断,若熔断,需进一步排查短路点,避免直接更换导致二次损坏。
- 检测开关电源:开关电源为控制板和驱动电路提供工作电压(如+24V、+5V),测量开关电源输出端电压:
- 无电压:检查开关管(如MOSFET)、变压器是否损坏,反馈电路(如光耦、稳压芯片TL431)是否异常。
- 电压偏低:滤波电容是否失效(容值减小,ESR增大),负载是否存在短路。
- 检查控制板供电:若开关电源正常,测量控制板供电接口电压是否稳定,检查供电线路上的限流电阻、稳压器件是否损坏。
(二)故障现象:有输入电压,但无输出电流
可能原因:IGBT模块损坏、驱动电路异常、主回路接触不良、保护电路误动作。
维修步骤:
- 检查主回路:断电后,用万用表电阻档检测主回路连接电缆、接线端子是否松动,铜排是否有过热烧蚀痕迹。
- 检测IGBT模块:
- 将IGBT模块从电路中拆下(注意散热片与IGBT之间的导热硅脂清洁),用万用表二极管档检测:
- 集电极(C)与发射极(E)之间:正向压降约0.5-0.7V(类似二极管特性),反向电阻无穷大;
- 栅极(G)与C、E之间:正反向电阻均应为无穷大(否则栅极电阻损坏或IGBT击穿)。
- 若检测异常,需更换同型号IGBT模块,并检查驱动电路是否导致IGBT损坏(如驱动电压过高、信号干扰)。
- 将IGBT模块从电路中拆下(注意散热片与IGBT之间的导热硅脂清洁),用万用表二极管档检测:
- 检查驱动电路:驱动电路为IGBT提供开通/关断信号(通常为+15V/-8V双电源),用示波器测量驱动波形:
- 无波形:检查PWM控制芯片(如SG3525、TL494)输出信号、光耦隔离电路是否正常;
- 波形异常(如电压不足、振荡):检查驱动电阻、电容是否损坏,供电电压是否稳定。
- 检查保护电路:过流、过压保护电路误动作会导致无输出,逐一短接保护检测点(如过流检测电阻),观察是否恢复输出,定位故障保护元件(如电流传感器、比较器LM393)。
(三)故障现象:输出电流不稳定,焊缝质量差
可能原因:控制电路参数漂移、反馈电路故障、IGBT模块性能下降、电网电压波动。
维修步骤:

(图片来源网络,侵删)
- 检测反馈信号:输出电流/电压反馈信号(通常通过霍尔传感器或分压电阻采样)是否稳定,用示波器观察反馈波形,若波形畸变,检查传感器或采样电阻是否损坏。
- 检查控制电路参数:焊机长时间运行可能导致控制板电位器松动、参数漂移,重新校准电流、电压反馈参数,确保与给定信号一致。
- 检测IGBT模块:即使IGBT未完全击穿,性能下降也会导致输出异常,用万用表检测C-E极压降,若在导通状态下压降过高(>1V),需更换模块。
- 检查电网电压:电网电压波动过大可能导致输出不稳定,建议加装稳压器。
(四)故障现象:频繁过热保护
可能原因:散热系统故障、IGBT模块与散热器接触不良、风扇损坏、环境温度过高。
维修步骤:
- 检查散热系统:
- 风扇:通电后是否正常运转,若停转,检查风扇电源线、电机是否损坏;
- 散热器:是否积满灰尘或油污,需清理并确保通风良好;
- 导热硅脂:IGBT与散热器之间的导热硅脂是否干涸,需重新涂抹(厚度0.1-0.2mm)。
- 检测温度传感器:热敏电阻或温度开关是否误动作,用万用表测量其在常温下的阻值是否符合参数(如25℃时10kΩ)。
- 检查负载匹配:焊接电流是否超出焊机额定负载,长时间过载会导致过热保护。
关键部件检测方法
| 部件名称 | 检测方法 | 常见故障现象 |
|---|---|---|
| IGBT模块 | 拆离后,用万用表二极管档测G-C、G-E间电阻(应为∞),C-E间正向压降0.5-0.7V,反向电阻∞ | 击穿(短路)、开路、导通压降过高 |
| 驱动电路 | 示波器测量驱动波形(幅值+15V/-8V,前沿<1μs),检查供电电压稳定性 | 波形丢失、电压不足、振荡 |
| 开关电源 | 测量输出电压(如+24V、+5V),检查开关管、变压器、滤波电容容值及ESR | 无输出、电压偏低、纹波过大 |
| 电流传感器 | 通电后测量输出电压(与电流成正比),断电后测输入/输出电阻是否短路或开路 | 信号无输出、信号漂移、线性度差 |
| 控制板(PWM芯片) | 测量芯片供电电压、振荡频率、输出PWM波形占空比是否可调 | 无输出、频率异常、占空比不可调 |
维修注意事项
- 更换元器件要求:IGBT模块需同型号或参数完全兼容(如耐压、电流值),驱动电阻、电容需按原参数更换,避免影响驱动性能。
- 焊接工艺:更换IGBT模块时,焊接温度需控制在350℃以内,焊接时间不超过3秒,避免过热损坏芯片。
- 防静电措施:IGBT模块为静电敏感器件,维修时需佩戴防静电手环,避免人体静电击穿。
- 测试步骤:维修后,先空载开机(不接焊接负载),测量输出电压是否正常,再逐步增加负载测试,避免短路损坏。
相关问答FAQs
Q1:IGBT管焊机开机后频繁跳闸,是什么原因?
A:频繁跳闸通常由输入回路短路或主回路漏电引起,首先检查电源线是否破损,输入滤波电容是否击穿(用万用表电容档检测容值和漏电阻);其次检查IGBT模块是否对地短路(拆下模块后测量C-E极电阻);最后检查主回路接线端子是否因松动导致铜排打火,形成短路点,若排除以上原因,需检查整流桥是否损坏。
Q2:IGBT管焊机输出电流不足,如何排查?
A:输出电流不足可从“驱动-IGBT-负载”三方面排查:①用示波器测量驱动波形幅值是否达到+15V/-8V,若驱动电压偏低,检查驱动电源电路;②拆下IGBT模块,测量C-E极导通压降,若压降过高(>1V),说明IGBT模块性能下降或损坏;③检查焊接电缆是否过长过细、接触电阻过大,导致负载能力下降,若以上正常,需校准控制板电流反馈参数,确保采样信号准确。

(图片来源网络,侵删)